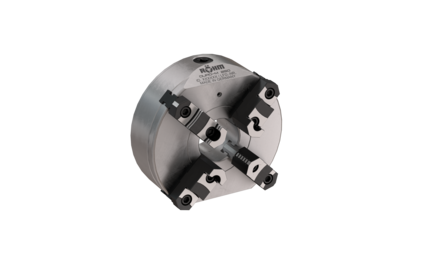
The Duro-M is a manually actuated scroll chuck with through-hole. It is mainly used on conventional turning machines for machining turned parts.
The chuck body of the Duro-M is basically made of steel and designed for optimum accessibility, while at the same time reducing weight and mass inertia. A drip edge for coolant is incorporated on the circumference. The end face is flattened towards the edges.
The Duro-M is available in two-jaw, three-jaw, four-jaw, and six-jaw versions. On the connection side, cylindrical mounting (mounting from the rear [DIN 6350, form A], mounting from the front [DIN 6350, modified]), short taper mounting (mounting from the front [ISO 702-1/DIN 55026], Camlock [ISO 702-2/DIN 55029], and bayonet [ISO 702-3/DIN 55027]) are available.
Optionally, the Duro-M is also available with a double jaw guide. The scope of delivery of the Duro-M includes either a set of inside and outside jaws or a set of base and reversible jaws. The jaws are ground to your
chuck at the factory.
The DURO-M chucks are available as 2-, 3- and 4-jaw chucks up to and including Ø315mm size with the machined scallops.
All 4-jaw chucks with front mounting have no scallops All 6-jaw chucks also have no scallops.
FOR WHOM
Conventional clamping, horizontal, and vertical turning machines as well as milling machines, rotary tables, and dividing attachments. Predominantly in single or small batch production or repair shops.
Why
- Very wide range of diameters (already from Ø74 to Ø630)
- Chuck body (and all other parts) made of steel
- All common spindle interfaces
- Optionally as 2–, 3–, 4– and 6–jaw chuck
- Optionally with double guide
- High clamping force
- High concentricity
- Weight and mass inertia optimized
- Minimal interference contour
1. Chuck body
2. Lenses
3. Jaw guide
4. Clamping jaws
5. Spiral ring
6. Drive
7. Drive retaining screw Cover
8. Control edge
9. Mounting screws
With the Duro-M, rotationally symmetrical components can be clamped centrically. Clamping is performed by means of clamping jaws (4), which clamp axially to the axis of rotation via a suitable adjustment device. In socalled plane spiral chucks, such as the Duro-M, this is done by means of a spiral ring (5). Spiral-shaped guideways are incorporated on its upper side. The undersides of the clamping jaws engage in these guideways. When the spiral ring is rotated, the clamping jaws move axially and clamp (or release) the workpiece.
The spiral ring is rotated via one of several drives (6), which are toothed to match the toothing on the underside of the spiral ring. To adjust the chuck, the clamping key is inserted into the head of one of the shafts and then turned. The drives are locked in place by means of the drive retaining screws.
The entire mechanism, consisting of the drive and spiral ring, is inserted in the chuck body (1) and guided into it. Due to the one-piece construction, this design is very rigid. It is closed at the rear by the cover (7) with screws.
Since the jaws are guided by a spiral, they are not the same on their underside, but the toothing is offset in the axial direction. To make it easier to insert the jaws into the correct jaw guides, the guides on the chuck body on the one hand and the jaws on the other are labeled with a number.