


Mannstaedt is a global market leader in the manufacture of hot-rolled special profiles. When it started looking for a high-quality clamping device for heavy-duty cutting, it turned to the German gripping and clamping technology specialist, Röhm.
Mannstaedt GmbH in Troisdorf, Germany, is among the leading manufacturers worldwide of hot-rolled special profiles made of steel – individually formed steel rods, which are used in a multitude of industrial sectors. The company was founded in 1825 and its core competences include heavy-duty profiles with tight tolerance limits and improved surfaces compared to standard profiles. The wide-ranging portfolio includes special profiles for the automobile industry, commercial vehicles, for industrial trucks (lift mast profiles, fork carriages, sideshifter profiles, etc.), warehouse and conveying technology, the building industry, agricultural machines, ship-building, railway technology, and many other sectors. The support often does not end with the delivery of the customized component. Rather, the experts work together with the customer on constantly improving his products and processes. The company is part of the GMH Group (Georgsmarienhütte Holding GmbH), a specialist in steel production and processing, steering and forging technology, as well as in the cast parts area.
Customized solutions
"As a special profile manufacturer, we are able to produce customized products on our two rolling lines, and also to further custom-process these – and our customers demand such solutions more and more," says Björn Wieschendorf, Operations Manager for Processing. These offers include processes such as cold drawing, sawing to size, welding, blasting or milling. For the last mentioned production method, milling machines from various suppliers are used, whereby the high demands with regard to vibrations and dimensional accuracy have not always been met.
For this reason, the process engineers looked around for a long-term, sustainable solution. Multiple suppliers were examined, and the decision ultimately was made for Röhm. "A machine tool manufacturer got us in touch," reported Wieschendorf. "Röhm was ultimately selected because of the product itself. Many other manufacturers could not provide us with the right solution here." Furthermore, the accompanying service support, including the provision of documentation (drawings, 3D models, operating manual, maintenance plans), training by factory certified technicians, as well as the performance guarantee were convincing.
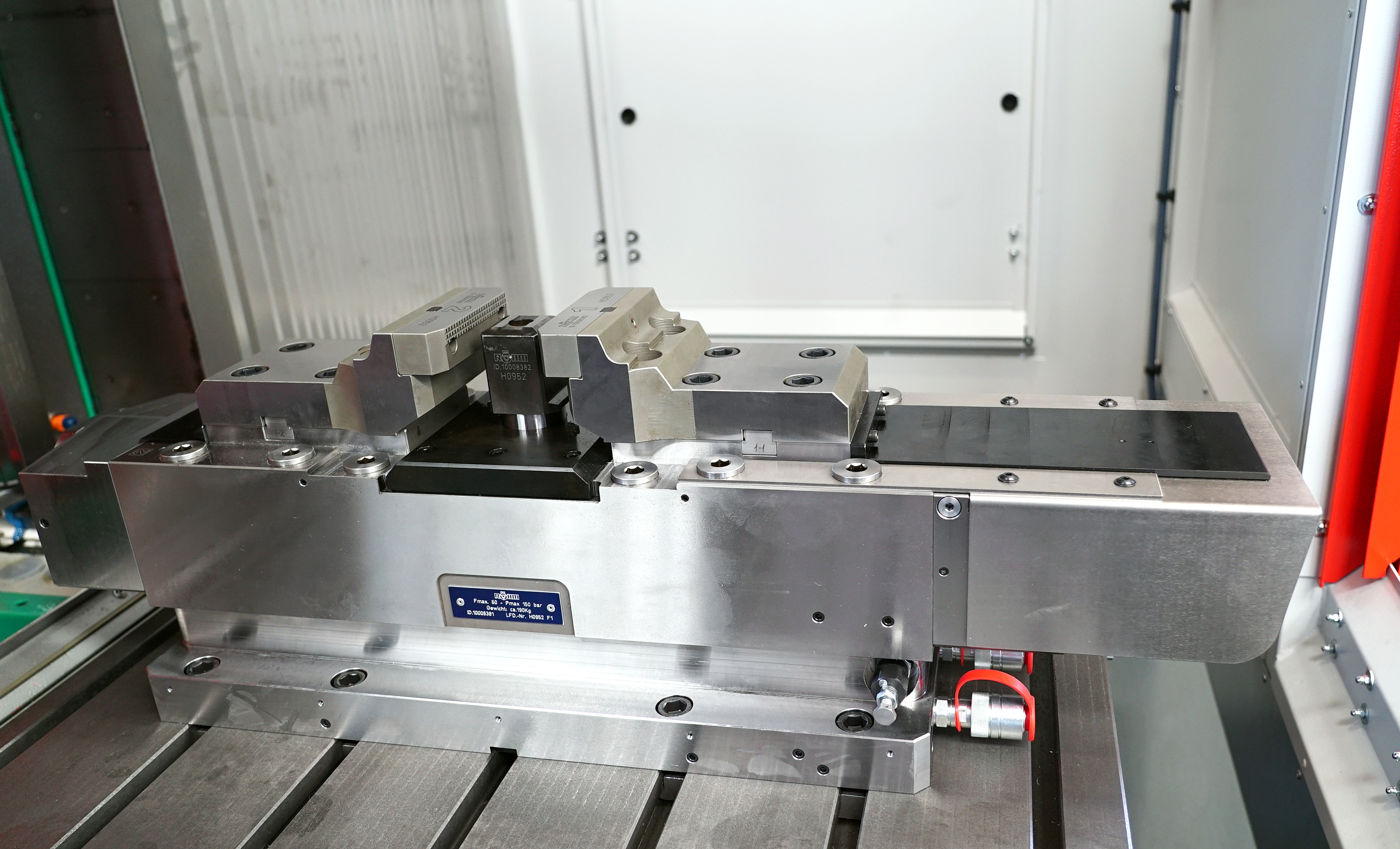
Thorsten Nolte played a major part in finding the suitable clamping device. "We are able to develop solutions for our customers and to optimize processes accordingly," said the technical sales consultant for Röhm in Nordrhein-Westfalen, Germany. "In addition to our extensive standard product range – from products used in clamping the smallest parts for clock manufacturing to the largest used in wind power systems – customized developments make up about 40 % of our business. In this case, the right solution was found with the high-pressure clamp HZS-798x180 in a special design, including an integrated measurement system. The active draw-down is controllable; we achieve up to 60 kN per clamping jaw and the positions of the jaws can be queried accordingly."
Reliable processes
For about three years, duplicate high-pressure clamps have been used on one machine with work space about one meter in length. "With this, we now reliably control the vibrations and also achieve the high dimensional accuracy that we want," confirms Björn Wieschendorf. Due to their excellent experience, Röhm was also first choice again as clamping device supplier when an older system was replaced with a milling machine from Matec out of Köngen in 2018/2019. This has over three meters of work space, is suitable for automated processes, and is equipped with a total of four HZS-798x180 clamping devices due to the larger space. For heavy workpieces, the machine can be loaded via a crane from above; a lateral feed is also possible for automated processes, for example. After loading and aligning the workpiece, the robust milling process starts, often accompanied by the drilling and thread-cutting of the stable steel profile. After cutting and stress relief, the workpiece is measured, then packaged, warehoused or shipped directly.
Success based on partnership
Between the first contact query to final delivery, it took about six months. Project managers Nils Solscheid and Björn Wieschendorf from Mannstaedt realized the implementation in close cooperation with Thorsten Nolte (Röhm) and Norbert Tiede, project manager from Matec. The main motivation of the West German manufacturing specialist from Troisdorf was automating the cutting of the finished steel profiles for lift masts of industrial trucks, and at the same time to increase the production capacity. The main advantages of the clamping technology solution used now as compared to the previous product are better repeatability, higher clamping forces, as well as higher rigidity within the clamp. "The previous clamping technology supplier did not provide what he was supposed to. With the new clamping technology solution, we have the challenges with the vibrations and dimensional accuracy under control," appreciates Björn Wieschendorf. "Röhm also kept coming with suggestions for improving the process." Currently, discussions are underway for replacing a manual clamping technology solution with an automated system.
Strong and precise
The HZS-798x180 clamping devices that were utilized clamp centrically and achieve a precision of 0.03 mm. The active draw-down of the workpieces is controllable up to a hydraulic actuation pressure of 150 bar. The approx. 170 kg clamps for precision and raw part clamping can be moved on the machine and are suitable for workpiece automation. Due to the high product quality, there are fewer vibrations, higher dimensional accuracy and, as a result, less tool wear, as well as higher productivity, thanks to the higher feed rates that can be realized.