Automatic, accurately, strong
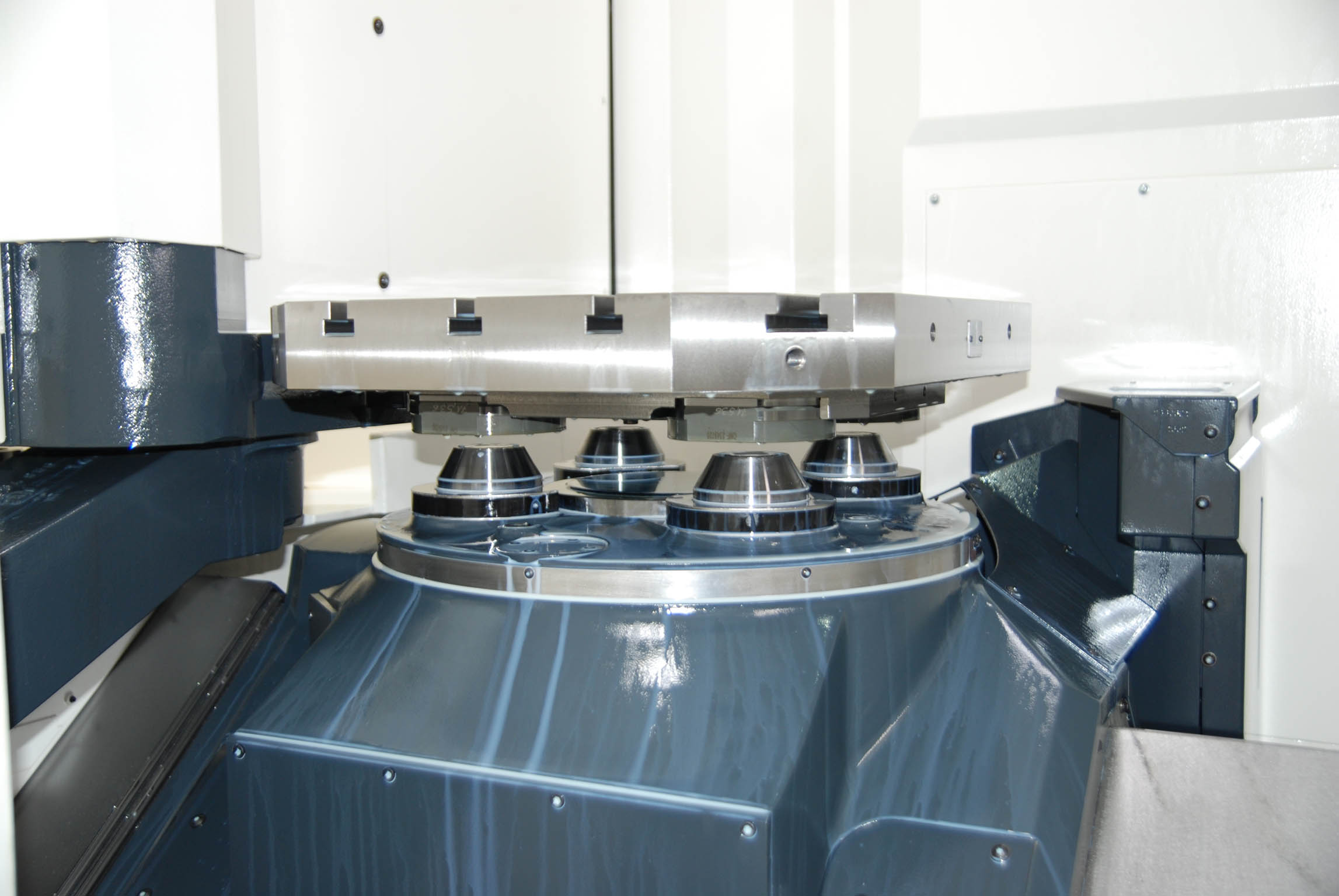
Clamping cones with massive power in a minimum of space safely and precisely clamp workpiece pallets at Deckel Maho machines. Possible through a clever knack by RÖHM.
(Pfronten/Sontheim) With the introduction of the spring-loaded clamping system Deckel Maho Pfronten has not just made their machining centres safer during the last five years but has also improved the precision during the linking of several machines. Pre-fitted pallets are clamped fast and safely with large pull in forces. Extreme accuracy in the axial run and radial run ensure that the system is now the standard at Deckel Maho. Since 2005 every new construction series is fitted with the spring-loaded clamping cones for pallet clamping, which were developed by RÖHM.
"In 98% of the orders our processing centres are supplied with the pallet clamping system of RÖHM", explains Bernd Moder. This is no surprise for the design engineer at Deckel Maho in Pfronten, he is well aware of the advantages of the powerful clamping cone. With a force of up to 40 kN four of the spring loaded clamping cones each pull the respective pull stud of the workpiece pallets into the machine table for clamping. The pallets measure 400 x 400 mm in the smaller DMG machines such as for example with a horizontal processing centre of DMC 55H duoBlock®. They take on workpieces up to 500 kg. Workpieces of up to 3,000 kg and up to 1,400 mm can be clamped safely in larger machines such as for example the 5 axis machining centre DMC 160U duoBlock®.
Extremely accurate in radial- and axial run
Deckel Maho is able to promise extreme precision due to the powerful clamping systems by RÖHM. "During the radial run we achieve accuracies of 0.01 mm and during the axial run up to 0.015 mm. With the previous solution we were only able to achieve these values with a significantly greater effort" confirms Moder. Back then they were purely hydraulic solutions. In 2005, due to safety reasons, Deckel Maho switched exclusively to spring-loaded systems with pullout locks, which still securely hold the workpiece pallet even in case of hydraulics failure.
Earlier clamping solutions with cones, which were inserted into the bore and clamped by a wedge bolt, sometimes led to obliquely inserted pallets. In the past the positioning via the pallet exchanger was not always possible in the desired repeat accuracy. Moder remembers: "Especially in large workpieces with extreme weights of over 1,500 kg deflections could sometimes lead to a slightly oblique positioning, which increased the wear and tear at the clamping system as well as the clutches of the clamping hydraulics." If several machines were linked to one manufacturing network, all machines and pallets had to be coordinated with each other. "The set-up effort for this was enormous" so the engineer.
The solution developed by RÖHM is completely different. The precise positioning is here taken over by the clamping system. Because the clamping cones virtually grip the pull studs of the pallet, pull them into the conical cylinders, calibrate and clamp them centrically, a possible oblique transfer of the pallet is not taken over during clamping. The pallet is always positioned horizontally and centric. This ensures great axial- and radial run values. With the extremely high pull in forces and exchange accuracy of the RÖHM solutions it was easy for Deckel Maho to make the clamping cones in both designs with 125 or 140 millimetre diameter the standard system in machining centres. One by one almost all DMC series are fitted this way since 2005.
Positioning workpiece pallets fast and precise
The development of the clamping system challenged the engineers of RÖHM in the past. Deckel Maho had stipulated the basic conditions. Interfaces to above and below were thus defined just like the disk, the pull studs and the construction space. "Particularly the very limited construction space was a challenge" remembers Kurt Schmidt, Engineer at RÖHM. "We ultimately had to accommodate the entire mechanics with the collet and the power operation mechanics in it". The segment collet develops a force-enhancing effect, which is operated via simple coil springs. Compared with hydraulic clamping heads this increases the pulling force many times. The segment pulling collet mechanically locks and thus activates a pull-out safety without further elements. The hydraulic is thus only required during stand-still for the releasing of the lock. The bodies of the clamping cones are ribbed all round due to the application of coil springs. This additionally increases their stability.
The pallet change is very quick. Following the pivoting of the pre-set pallet the workpiece pallet is placed on the mounting tapers of the clamping heads with the pull studs at the bottom and pre-centred. The pull studs hereby push back the spring-loaded cover of the clamping heads. The tension is immediately activated once the release pressure is switched off. The springs hereby move the tension bolts via the release taper. The segment pulling collet closes around the pull stud. This pulls the pallet over the pull stud onto the mounting taper and it is automatically centrically aligned and mechanically locked. At the end of the process the effect of the spring load is increased several times due to respective bevel surfaces. With a patented gimmick the RÖHM engineers have achieved that the actual force of the springs is increased several times and are thus capable of asserting a pressure of up to 40 kN. This holds even large and heavy workpieces in the set up position at all times.
The space around the segment pulling collet and the mounting taper is cleaned during the clamping process in order to remove shavings. This can occur with compressed air as well as with cooling lubricant Respective bores and channels conduct the medium and ensure the quick removal of shavings. KSS is used for cleaning at Deckel Maho. The clamping position can be checked via the plant control and the result of the machine control can be processed.
Clamping system for transfer to linked machines
The clamping system by RÖHM now creates ultimate conditions for the linking of several processing centres into one manufacturing network. With a small refit the workpiece pallets can be precisely transferred between diverse Deckel Maho machines. Due to the accuracy of the axial and radial run the clamping systems contribute to an important step toward automation. Dieter Baz of RÖHM makes a final point: "Our clamping cones make an important contribution to the precise production of parts in a partially- or fully automated manufacturing network."