
Even small companies stand to benefit from smart clamping solutions - as illustrated by the successful example of OSK. Owing more than a little to RÖHM's economical but still individually customised clamping equipment, the newcomer Ralf Ott has been able to incorporate his patented system for industrial parts cleaning into a flexible mechanical solution. The possibility of using the system in fully automated assembly lines has already brought him some important orders. Customers appreciate the potential for cutting process steps, and so saving time and money as a result of the consistent improvement in productivity. And now there's a particularly tough assignment coming up.
'RÖHM's people were very committed, even though there wasn't any question of my placing a big order,' says Ralf Ott, founder and proprietor of Ott Sonderkonstruktionen und Prototypenbau [Ott Special Designs and Prototype Manufacture] in Rottweil. 'I always had the impression that they were trying to find the best solution to meet my needs. What is more, with RÖHM you can get everything from a single source - chucks, mandrels and even grippers.' It is true enough that the company, founded in 2004, is unlikely to be placing orders for major serial production. But all the same the company's patented system for industrial parts cleaning, realised in the form of Ott's ZC1 and ZC2 Centrifugal Cleaners, seems to have hit upon a big gap in demand. Based on the rotary transfer principle, the modular system can be put together into a flexible mechanical solution to meet the customer's requirements - one that is capable of being incorporated in automated production operations. RÖHM's clamping technology solutions make it possible for the workpieces to be reliably fixed in place and held securely at the different stations concerned.
Not just cleaning - postprocessing is also an option
Ott's cleaning of components is based on centrifugal processes, with the additional option of rinsing chambers and high-pressure cleaning. The centrifuges clean the parts by purely physical means, without water or chemicals. They can be automatically loaded, and turn at a rate of 6000 rpm. Unwanted residue of lubricant or coolant will be hurled off the workpieces. After the tumbling, just a residual film of oil remains on the component. This is a big advantage, as it dispenses with the need of preservation before dispatch. Residual materials that have been shaken off are recycled and reused in the manufacturing process. Parts with complex geometry can also be vacuumed. Alternatively, CO2 dry ice cleaning is another possibility, followed by visual or tactile inspection. OSK machines thus make mechanical engineering production speedier and more economical, as entire process steps can be done away with, and transit times and storage periods are no longer necessary. Being based on the rotary transfer principle the system has a highly compact design, and can be equipped with up to eight stations. The input, output and transfer stations can be set up in such a way that the compact system can be admirably incorporated in any assembly line. And Ott's machine solutions offer more than just cleaning. Even when space is very restricted, additional functions are available if required - like removing chips from drill holes, signalling a drill break or identifying and removing lodged drill fragments. 'We can even do postprocessing of parts or perform milling, countersinking and drilling operations,' Mr Ott points out. The mechanical engineering specialist also mentions brushing and deburring as functions that customers appreciate. An important cog wheel manufacturer relies on the expertise of the Rottweil company for the fully automated final processing of his products, which are made from special brass alloys. In all these processes, RÖHM's clamping solutions ensure that the parts are securely clamped in place.
High clamping force in a limited area
So cog wheels intended for transmission systems are brushed on an Ott deburring station. A spring-activated mandrel which can be pneumatically opened holds the workpieces securely. As a standard product, the mandrel is actually activated with a draw tube. But this was not good enough to meet the mechanical engineering company's requirements. So the standard solution needed to be modified. The buffer and the mandrel can moreover be replaced. With a clamping diameter of 10-21 mm and an ideal hydraulic pressure of up to 60 bar, the customer has all the flexibility he needs to deal with every kind of product variant. The main challenge for the clamping experts was to provide maximum clamping force with a limited clamping area available. RÖHM's specialist consultant Frank Stier puts it in a nutshell: 'The brushing, and above all the tumbling at a high number of revolutions, calls for great clamping force when it isn't possible to get a proper grip on the workpiece.' The high rotary speed when tumbling is essential - not just because of the 'tumbling power' that is required, but also to ensure that the set cycle time of 30 seconds can be adhered to.
Further reserves available in case of need
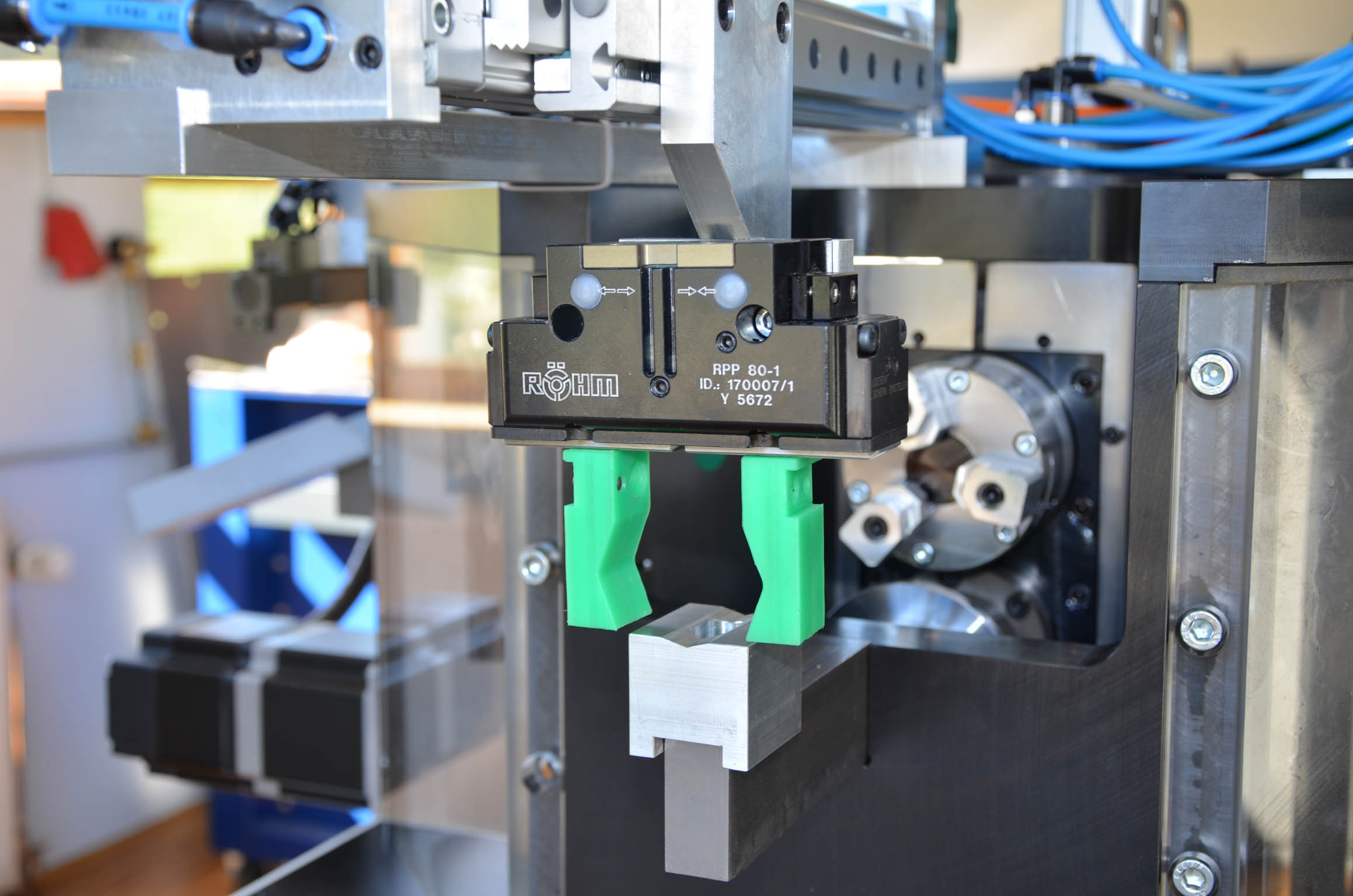
There are four stations where the brass cog wheels are loaded, brushed, rinsed, tumbled and finally passed out of the assembly line for dispatch. 'Above all the processing oil left by the production machine that has been treating the parts must be removed completely,' says one of the customer's members of staff, who prefers to remain anonymous. After the tumbling process, however, a residual oil film still clings to the product. This is intentional, as it protects products during transport against soiling and corrosion (the latter, of course, does not apply in the case of brass). If further optimisation and productivity improvement is required, the stations can be further upgraded to double or fourfold grippers, so drawing on the system's capacity reserves. 'But even as things are, dispensing with processes and manoeuvres has already made it possible for the customer to achieve annual savings in six figures,' Mr Ott states. This means that the customer's investment in the new equipment has paid off in less than a year. In another special solution for the customer, Ott incorporated a rinsing station for parts. Before the tumbling, the workpieces are rinsed in a separate rinsing chamber at a high pressure of 60 bar, and so freed of chips before being passed on to the next phase of the process. And even that is not the limit. 'We can rinse at 100 bar or more,' Mr Ott says. Again here, RÖHM's clamping experts supplied the solution that was needed. A pneumatically activated precision power chuck with 80 mm diameter and spring tension takes transfer of the parts from an RPP two-jaw parallel gripper and holds them securely. Because pneumatic activation is already incorporated in the system, an additional cylinder can be dispensed with.
Secure clamping of lorry pistons in the centrifuge
Right now the mechanical engineering company and RÖHM's designers are faced with a particularly demanding project. The aim is to deburr and clean pistons for lorry engines, using Ott's innovative and compact machine solution. The clamping situation presents a particular challenge in this case, as when it comes to the inner clamping that is required there is very little space available for getting a grip. And yet the pistons, which weigh 15 kilos each, must be held securely in the centrifuge. This is certainly a tough nut to crack for all concerned. But the application engineering experts have their sights on a solution, and are in no doubt that they will succeed.