
Ihre Spanntechnik nimmt bereits Form an – kundenspezifische Lösungen von RÖHM
Hätten Sie es gewusst? Über die Hälfte der Spann- und Greiftechnik von RÖHM besteht aus maßgeschneiderten Lösungen für Kunden aus unterschiedlichsten Technologiebranchen. Unsere Ingenieure bringen ihr gesamtes Know-how in die Entwicklung dieser Lösungen ein. RÖHM-Produkte zählen zu den besten ihrer Klasse – robust, präzise und mit intelligenter Kraft- und Bewegungsführung. Das gilt für Standardprodukte ebenso wie für kundenspezifische Lösungen.
Der Spezialist für individuelle Spannlösungen
Bei RÖHM steht immer die Prozessoptimierung in Ihrer Fertigung im Mittelpunkt. Die Einsparung von Rüstzeiten spielt dabei eine entscheidende Rolle. Lassen Sie uns Ihnen zeigen, wie unsere Lösungen Ihnen helfen können, Rüstzeiten und Teilekosten zu reduzieren!
Anwendungsspezifische Mehrfachaufspannung ist hier oftmals der Schlüssel zu mehr Effizienz! Unsere individuellen vier-, sechs- und achtfach Aufspannungen ermöglichen es, mehrere Werkstücke ohne Umrüsten zu bearbeiten. Das steigert die Produktivität erheblich – und genau darauf kommt es an. Mit unserem Know-how im Engineering und in der Produktion entwickeln und produzieren wir kundenspezifische Spannmittel, die nahezu jede komplexe Spannaufgabe lösen.
Vielfältige Lösungen auch für Ihre Branche
Ob Schwenkfutter mit Fliehkraftausgleich für große Muffen in der Oil & Gas Branche, ein Quattro-Aufspannturm mit Schraubstöcken oder ein 6-Backenfutter mit zentrisch ausgleichender Spannung – unser Repertoire an anwendungsspezifischen Lösungen ist beeindruckend. Unsere Lösungen sind so vielfältig wie unsere Kunden. In den letzten 25 Jahren haben wir allein für die Fahrzeugindustrie über 1.000 individuelle Lösungen entwickelt. Für den Maschinen-, Anlagen- und Werkzeugbau sind es noch viele mehr.
Hoher Anspruch
Der Anspruch bei RÖHM ist klar definiert: Auch die ungewöhnlichste Lösung beim Spannen und Greifen von Werkstücken während der Fertigung muss Wirklichkeit werden können. Unsere Technik spannt oder greift jedes Werkstück, und sei es auch noch so komplex geformt oder empfindlich. Sie integriert sich in jeden Fertigungsprozess und jede Bearbeitungsmaschine – ganz egal, ob manuell oder voll automatisiert.
Sie haben eine spezielle Spannaufgabe? Fordern Sie uns!

















Best Cases
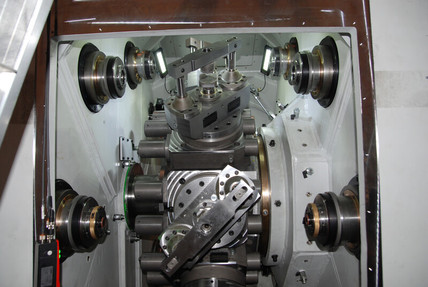
Innovative Spanntechnik unterstützt Automatisierung in der Turbinenfertigung


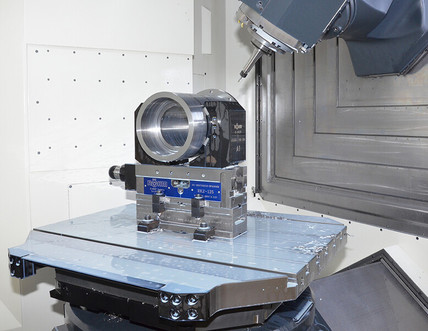
Das Unternehmen Siemens Energy setzt RÖHM-Spannprodukte bereits seit vielen Jahren in erster Linie als OEM-Lösungen seiner Maschinenlieferanten erfolgreich ein. Beim vorliegenden Projekt vertraute Siemens Energy erstmals auf die direkte Expertise von RÖHM und zwar bei der zielgerichteten Entwicklung eines speziellen Spannsystems für eine innovative Fertigungslösung. So entstand in enger Zusammenarbeit der beiden Partner eine robotergestützte Bearbeitungslösung, die neben der reinen Effizienzsteigerung vor allem auch den ergonomischen Aspekt der Substitution einer körperlich belastenden Handarbeit im Vordergrund hatte.
Werkstück: Verdichter-Leitringe für Kraftwerksturbinen
Aufgabe: universelle, automatisierte und flexible Spannlösung in robotergestützter Anwendung
Lösung: individuelles, hydraulisch bedientes Kraftspannfutter KFG 300/3/6
Kundennutzen: Gesamtes Portfolio unterschiedlicher Leitscheiben spannbar, ca. 10 min. Zeiteinsparung pro Bauteil, einfache Handhabung, Austauschbarkeit der Spannelemente, robuster Prozess, wartungsarm, Erfüllungen der EHS-Anforderungen (Arbeitssicherheit)
Präzise und produktiv mit Automation
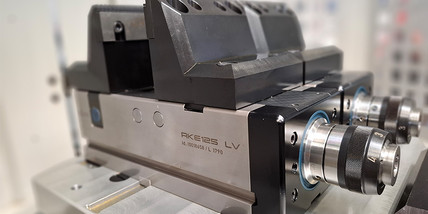

ASEDO setzt bei der Automation einer Anlage auf Spanntechnik von RÖHM – mit allen Vorteilen, die eine Automatisierung mit sich bringt. Zahlreiche Spanner des Typs RKE125 LV kommen im Regal bei der automatisierten Lösung rund um Hermle-Bearbeitungszentren (BAZ) zum Einsatz. Die Spanner sind auf Paletten befestigt. Ein Roboter entnimmt die Paletten mit den Spannern/Werkstücken und führt sie der jeweiligen Maschine zu. ASEDO erweiterte die Automatisierung um mittlerweile insgesamt drei Hermle-BAZ. Die letzte Maschine wurde Mitte des Jahres 2024 installiert – begleitet von RÖHM Produkten.
Werkstück: Standardisierte Spannbacken für die Fünfachs-Bearbeitung, die speziell modifiziert und geprüft wurden.
Aufgabe: Effiziente, präzise und sichere Fixierung von Werkstücken in automatisierten CNC-Fräsprozessen, insbesondere bei komplexen 5-Achs-Bearbeitungen.
Lösung: Einsatz der RÖHM RKE125 LV Spannmittel mit speziell konstruierten Backen, die als Originalteile bezogen und in die Automationslösung integriert wurden.
Kundennutzen: Hochpräzise, zuverlässige Spannmittel ermöglichen eine effiziente und automatisierte Fertigung, reduzieren Rüstzeiten, erhöhen die Produktivität und sichern die Qualität der Werkstücke.
Präzise und sicher: ready for automation!

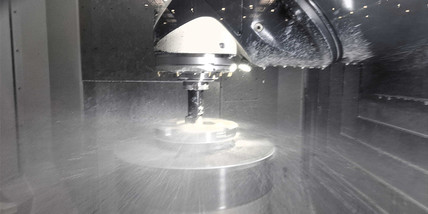
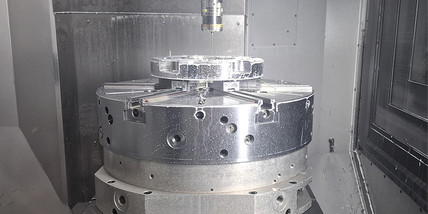
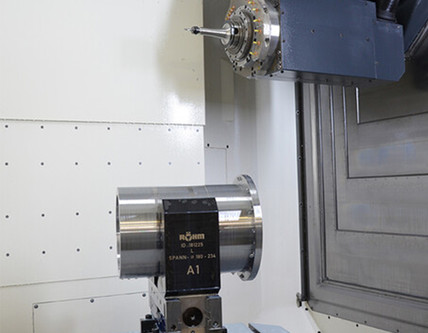
Das RENK Werk Rheine setzt bereits seit mehr als 15 Jahren auf die hochwertigen und langlebigen Produkte von RÖHM. Als sich die Verantwortlichen für ein neues Projekt auf die Suche „nach dem besten Spannfutter“ machten, entschieden sie sich nach einem kritischen Auswahlprozess aufgrund der ausgezeichneten Zentrier- und Rundlaufgenauigkeit erneut für Produkte des Anbieters mit Sitz in Sontheim a.d. Brenz. Insgesamt kommen die Module KFG 400/3/6 und KFG 630/3/6 zur Anwendung. Damit ergeben sich schnellere Fertigungsabläufe mit weniger Spannvorgängen auf einer kleineren Anzahl an Maschinen.
Werkstück: Hochpräzise, zentrierte und rundlaufgenaue Kraftspannfutter für die Bearbeitung von Bauteilen wie Kupplungen, Getrieben und Gehäusen, die in der Energieerzeugung, Öl- und Gasindustrie, Stahlbranche und Marinetechnik eingesetzt werden.
Aufgabe: Effiziente, schnelle und hochpräzise Fixierung der Werkstücke in automatisierten Fertigungsprozessen, um die Genauigkeit zu erhöhen, die Produktionszeiten zu verkürzen und die Flexibilität für zukünftige Automatisierung (z.B. Roboterintegration) zu gewährleisten.
Lösung: Einsatz von hochwertigen RÖHM Kraftspannfuttern mit hoher Zentrier- und Rundlaufgenauigkeit, die radial verstellbare Spannbacken mit Spitzverzahnung besitzen. Diese ermöglichen eine präzise, gleichmäßige Spannkraft, reduzieren Umspannvorgänge und sind erweiterbar für zukünftige Automatisierung. Die Spannfutter sind flexibel erweiterbar und kompatibel mit automatisierten Systemen.
Kundennutzen: Deutliche Verkürzung der Fertigungszeiten (z.B. vom Rohteil zum Fertigteil in unter einer Stunde), weniger Spannvorgänge, höhere Genauigkeit und Qualität der Bauteile, gesteigerte Flexibilität durch erweiterbare Systeme und eine zukunftssichere Automatisierung. Zudem erhöht die hohe Zuverlässigkeit der Spannmittel die Produktionseffizienz und Wettbewerbsfähigkeit von RENK Rheine.
High-Tech Spannlösung für Uhrenplatinen


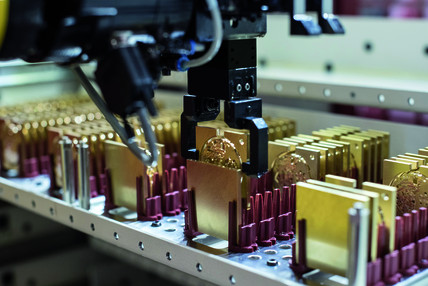
Für die prozesssichere und wiederholgenaue Herstellung von Uhrenplatinen setzt IWC Schaffhausen auf das kompakte 5-Achs-Bearbeitungszentrum KERN Micro. Darauf montiert ist das preisgekrönte Kraftspann-Schwenkfutter von RÖHM aus der Micro Technology Baureihe. Dieses ermöglicht die beidseitige Platinenbearbeitung ohne Umspannen. So erreicht IWC höchste Präzision und Wiederholgenauigkeit in einer einzigen Aufspannung bei dutzenden Bearbeitungsschritten und zahlreichen Werkzeugwechseln.
Werkstück: Uhrenplatinen
Aufgabe: Prozesssicheres und wiederholgenaues Spannen für die wiederholgenaue und beidseitige Bearbeitung von Uhrenplatinen
Lösung: Kraftspann-Schwenkfutter KPF-MT
Kundennutzen: Höchste Präzision und Rüstzeitenreduzierung durch die beidseitige Platinenbearbeitung in einer einzigen Aufspannung
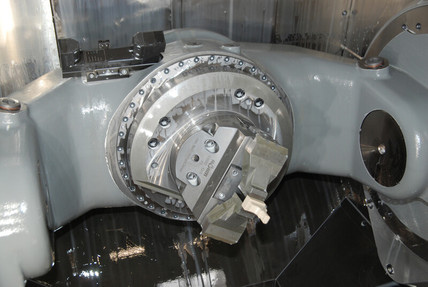
AUTOMATISIERTE BEARBEITUNG VON KREUZGELENKEN AUF RUNDTRANSFER-MASCHINEN
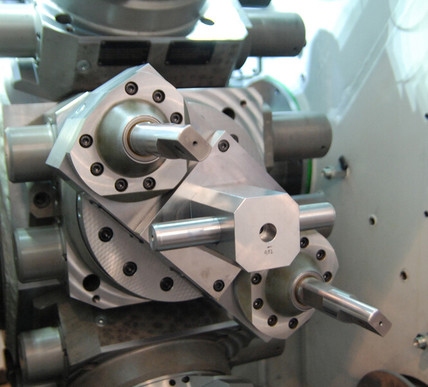

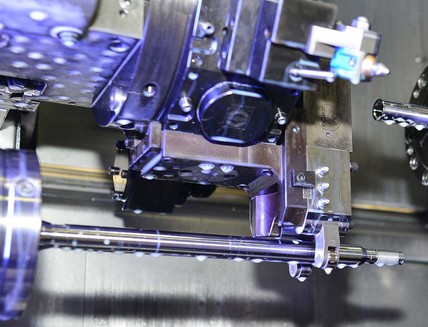
Der FFG Werke GmbH am Standort Offenburg ist es gelungen, 2015 einen Auftrag einer chinesischen Firma an Land zu holen. Wanxiang heißt das Unternehmen und ist einer der größten Automobilzulieferer in China. Bei dem Bauteil, von denen Wanxiang zirka 60 Mio. Stück pro Jahr produziert, handelt es sich um das Kreuzgelenk eines Kardanantriebs in drei unterschiedlichen Größen. Entwickelt hat Witzig & Frank hierfür eine Acht-Stationen-Rundtransfermaschine vom Typ LSA. Da von vier Seiten bearbeitet werden sollte, entstand in Zusammenarbeit mit der Firma RÖHM ein interessantes Spannkonzept.
Werkstück: Kreuzgelenk eines Kardanantriebs
Aufgabe: Voll automatisierte vier Seiten Komplettbearbeitung von Kreuzgelenken auf einer Acht-Stationen-Rundtransfermaschine von Witzig& Frank
Lösung: Eine in das Maschinenkonzept integrierte intelligente Spannvorrichtung, die nicht nur die Funktion ›öffnen und schließen‹ besitzt, sondern zusätzlich noch eine Art virtuelle W-Achse, die sich exakt um 90 Grad verdreht.
Vorteil: Die im Maschinenkonzept integrierte intelligente Spannvorrichtung wirkte sich positiv in den Zykluszeiten ›part to part‹ und in der räumlich kompakten Bauweise der Maschine aus.
BEARBEITUNG EINES VIELFÄLTIGEN TEILSPEKTRUMS MIT STATIONÄREM SPANNSTOCK SSP
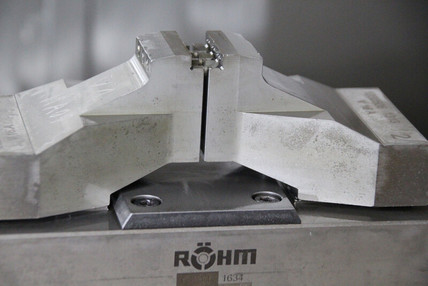
In enger Zusammenarbeit mit einem weltweiten Kundenkreis entwickelt EVG innovative Anlagen zur Herstellung von Mikro- und Nanobauteilen. Das Produktspektrum umfasst Lithographieanlagen, Waferbondanlagen und Inspektionssysteme. Der Spannstock von RÖHM mit Backenschnellwechsel und V-Profil-Backen hat mit einem Backenhub von 30 mm einen entsprechend großen Backenhub und eignet sich somit optimal für das vielfältige Teilespektrum bei EVG.
Werkstück: Schraubstock-Werkstücke
Aufgabe: Bearbeitung eines vielfältigen Teilespektrums mit den Aussenmaßen 20x20 mm bis 200x200 mm
Lösung: Stationärer Spannstock SSP mit Backenschnellwechsel und V-Profil-Backen
Vorteil: Für das variantenreiche Teilespektrum werden insgesamt nur 8 Spannmittel statt 37 Spannmittel benötigt. Das spart nicht nur Platz und Kosten ein, sondern reduziert auch noch den Wartungsaufwand.
HERSTELLUNG VON GUSS- UND VA-GEHÄUSEN MIT EINEM RÖHM KEILSTANGENFUTTER DURO-TA XT

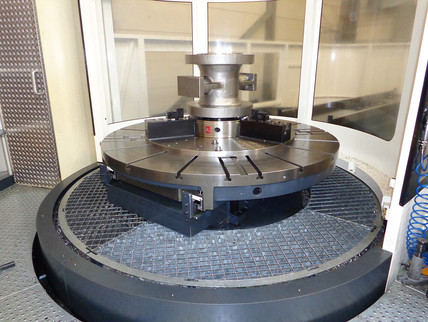
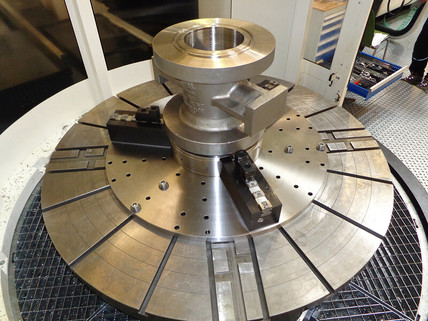
Mit großer Zuverlässigkeit entstehen auf Wunsch von der Idee über die Entwicklung bis zur Fertigstellung Guss- und VA-Gehäuse überwiegend in Einzelfertigung. Für deren Herstellung hat NTG in ein hochmodernes Dreh-Fräszentrum von DMG investiert. Damit die DMC 210 FD ihre Leistungsfähigkeit möglichst flexibel ausspielen kann, hat NTG sich für ein Handspannfutter DURO-TA XT von RÖHM entschieden.
Werkstück: Guss- und VA-Gehäuse
Aufgabe: Bearbeitung von großen und kleinen Werkstücken bei häufigem Wechsel
Lösung: 3-Backen Handspannfutter mit Backenschnellwechselsystem DURO-TA XT 1200 mm
Vorteil: Minutenschneller Wechsel von großen auf kleine Werkstücke. Hohe Spannkraft und Rundlaufgenauigkeit, wenig Eigengewicht – und das bei 1.200 mm Durchmesser.
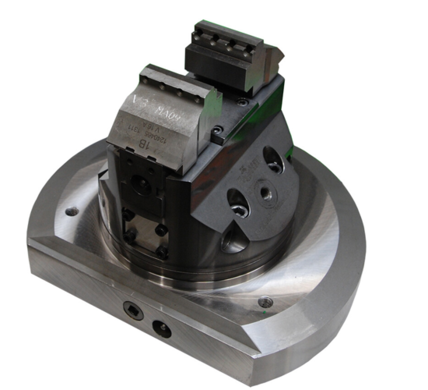
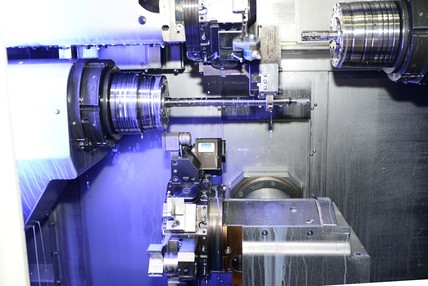
BEARBEITUNG VON SPINDELHÜLSEN MIT NC-KOMPAKT-ZENTRISCH-SPANNERN RKZ

Die GMN Paul Müller Industrie GmbH fertigt Spindeln für Werkzeugmaschinen als Sonderanfertigungen auf höchstem Niveau. Um diesem Anspruch auch in der eigenen Fertigung in Nürnberg gerecht zu werden, setzen die Fertigungsspezialisten auf den RÖHM Standard NC-Kompakt-Zentrisch-Spanner RKZ mit ungewöhnlichen Sonderbacken.
Werkstück: Spindelhülsen aus Metall
Aufgabe: Spannen von Spindelhülsen für die Fräsbearbeitung
Lösung: RÖHM NC-Kompakt-Zentrisch-Spanner RKZ mit Sonderbacken
Vorteil: Durch die nun mögliche 3-Seiten-Bearbeitung können Teile in einer Aufspannung gefertigt werden.
Revolver-Lünette einfach nachgerüstet - Der Kühlmitteldruck gibt den Steuerbefehl
Die Wesa GmbH in Waldstetten ist auf CNC-Komplettbarbeitung spezialisiert und nutzt einen umfangreichen Maschinenpark – vom Prototypenbau bis zur Serienfertigung – hauptsächlich für Automobilhersteller und - zulieferer. Für die CNC-Drehmaschine DMG Sprint 50, auf der überwiegend lange, dünne Komponenten gefertigt werden, wurde eine Werkstückabstützung benötigt, um diese hochgenau bearbeiten zu können.
Werkstück: Teil der Hinterradlenkung von Sportwagen
Aufgabe: Werkstückabstützung für CNC-Drehmaschine mit konstruktiven Vorgaben: kleiner Werkzeug-Revolver, begrenzter Arbeitsraum, kein Hydraulikanschluss, definierter Spannbereich zwischen 18 - 36 mm
Lösung: RÖHM Revolver-Lünette, Steuerung per Kühlmitteldruck
Vorteil: Erfolgreiche Nachrüstung der CNC-Drehmaschine ohne Installation eines weiteren Mediums
Kontakt
Sie haben eine spezialle Spannaufgabe? Fordern Sie uns!
Kontaktieren Sie Ihren persönlichen Ansprechpartner
oder schreiben Sie uns an
Branchen-Know-how
Unsere Expertise für Ihren Erfolg
Beispiele gefällig? Lassen Sie sich von unseren innovativen Umsetzungen für zahlreiche Branchen inspirieren!