



RENK Rheine beliefert namhafte Kunden aus der Energieerzeugung, Öl- und Gasindustrie, Stahlbranche und der Marinetechnik. Zu den Produkten zählen Schiffsantriebe, Kupplungen sowie Turbo- und Industriegetriebe. Um verschiedene Bauteile noch präziser, schneller und mit weniger Umspannungen fertigen zu können, waren hochwertige Spannmittel gefragt. Fündig wurden die Verantwortlichen beim Spann- und Greifmittelspezialisten Röhm aus Sontheim a.d. Brenz.
Das Werk Rheine ist mit über 430 Mitarbeitern der zweitgrößte Standort der RENK Group nach dem Stammsitz in Augsburg. Im Segment „Marine – Industrie“ verankert, ist Rheine auf die Produktion von Getriebe- und Kupplungslösungen für Kunden weltweit spezialisiert. Das Werk am Standort in Rheine entstand im Jahre 1986 durch die Ausgliederung des Produktbereichs „Industrie- und Schiffsgetriebe“ aus Augsburg, in die RENK-TACKE GmbH. 1996 erfolgte dann die vollständige Übernahme der TACKE-Anteile. Seitdem wird Antriebstechnik für unterschiedlichste Branchen und Anwendungen entwickelt und hergestellt. RENK Rheine beliefert unter anderem namenhafte Kunden aus den Bereichen Energieerzeugung, Öl & Gas, der Stahlindustrie und der Marinetechnik. RENK stellt zurzeit die größte Kupplung der Welt für einen Prüfstand für Windkraftanlagen in Südkorea her. Eine noch größere Kupplung ist schon im Auftragsbestand.
Bereits seit mehr als 15 Jahren besteht die Zusammenarbeit zwischen dem RENK Werk Rheine und dem Spannmittelspezialisten Röhm. Geordert wurden seitdem verschiedenste Produktgruppen: von Planscheiben, Zentrierspitzen und Spannbacken – alle sowohl in Standard- als auch Sonderausführungen – bis zu Hand- und Kraftspannfuttern sowie Schraubstöcken. „Und auch an anderen Standorten ist Röhm ein fester verlässlicher Lieferant seit vielen Jahren für jegliche Spannmöglichkeiten“, berichtet Carsten Jaeger, Meister Fertigung – Mechanische Fertigung / MI-ORFN bei RENK.
Bei einem aktuellen Projekt geht es um hydraulische Futter, die Röhm im Jahr 2024 nach Rheine lieferte, mittlerweile sind es ein Dutzend Stück. Die Futter werden in einer aus drei Werkzeugmaschinen bestehenden, verketteten Fertigungsline mittels Palettenlager den jeweiligen Maschinen zugeführt. Bevor dies geschieht, werden die Futter auf einem externen Rüstplatz mit Werkstücken beladen und wieder im Palettenlager eingelagert. Die RENK-Anforderungen an den Bearbeitungsprozess bzw. die Spannfutter waren vor allem eine möglichst hohe Zentrier- und Rundlaufgenauigkeit. „Außerdem war es unser Ziel, das System auch für die Zukunft kompatibel zu gestalten, etwa zur Bestückung mit einem Roboter“, ergänzt Jaeger. „Diese Lösung erfüllt nun alles – und zwar besonders zukunftsorientiert ausgerichtet mit Spannmitteln, die eine enorm hohe Genauigkeit mitbringen.“
Erweiterbar und sicher
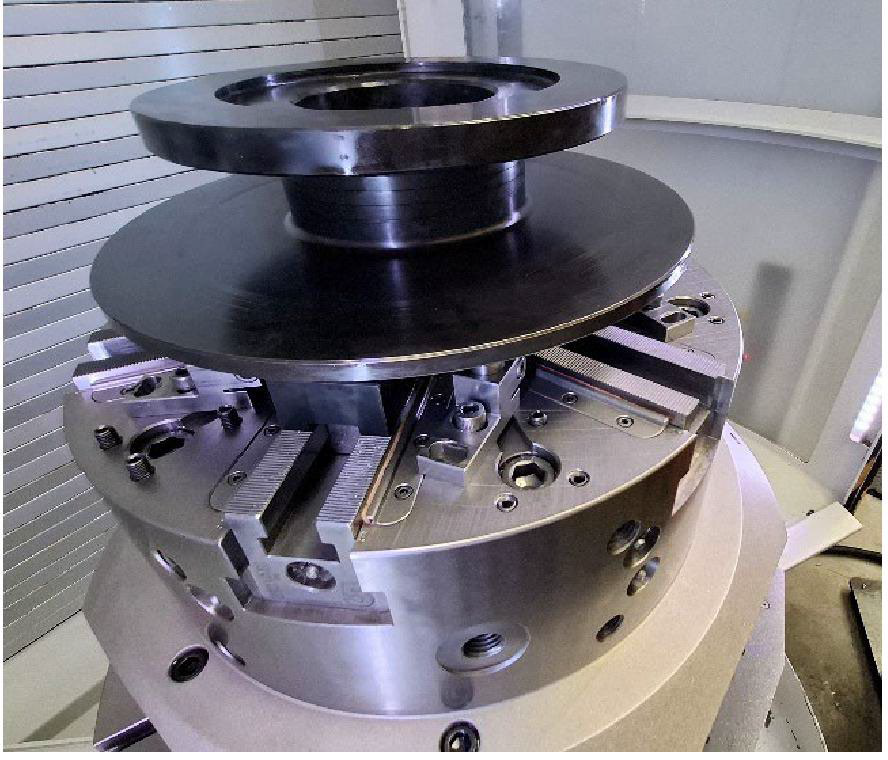
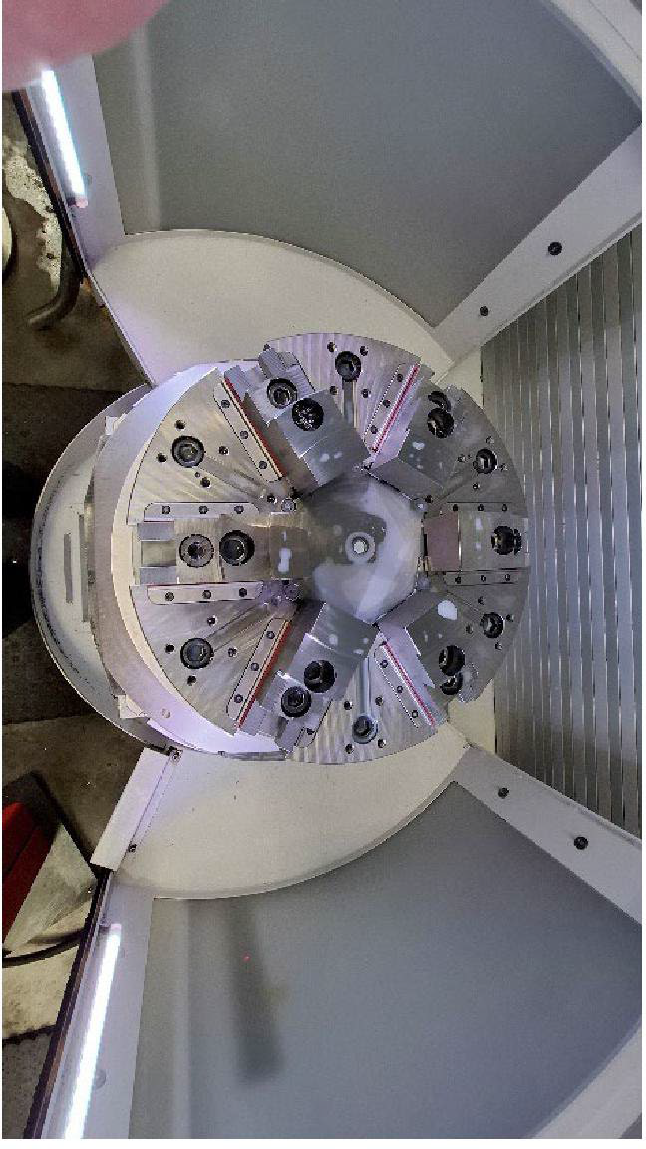
Im aktuellen Fall ging es nicht um einen Ersatz bestehender Produkte, sondern um das „für dieses Projekt geeignetsten Spannmittel“. Konkret befinden sich hierfür nun insgesamt sieben Kraftspannfutter KFG (Durchmesser: 400 mm und 630 mm mit sechs Spannbacken – Spitzverzahnung 1/16" x 90°) in der Anwendung. Mit der Spitzverzahnung gelingt die radiale Verstellung der Spannbacken auf unterschiedliche Werkstück- und Spanndurchmesser. Die 3 x 2 Backenpaare spannen zentrisch ausgleichend, um die Spannkraft gleichmäßig zu verteilen, eine mittige Spannung während der Bearbeitung zu gewährleisten und um WerkstückUnrundheiten auszugleichen. Als im Laufe des Projekts die nächste Fertigungsmaschine hinzukam, wurden weitere fünf Kraftspannfutter gleicher Bauart geordert – das zeigt, der Prozess „läuft“. Aktuell steht die Beauftragung eines weiteren Moduls an.
„Unser System ist bewusst flexibel gehalten, daher lässt sich die Anzahl der Fertigungsmaschinen individuell erweitern“, geht Jaeger weiter ins Detail. „Darüber hinaus ist nach wie vor unser Ziel, das System mittelfristig mit einem Roboter auszurüsten. So können wir die Zeiten produktiv nutzen, in denen der Maschinenspeicher nicht ausreicht und das System leerläuft. Das Produktportfolio kann sich bei uns noch erweitern, dann stehen neue Herausforderungen an, beispielsweise das Bearbeiten dünnwandige Bauteile.“
Prozessanstoß und Fertigungsbeschreibung
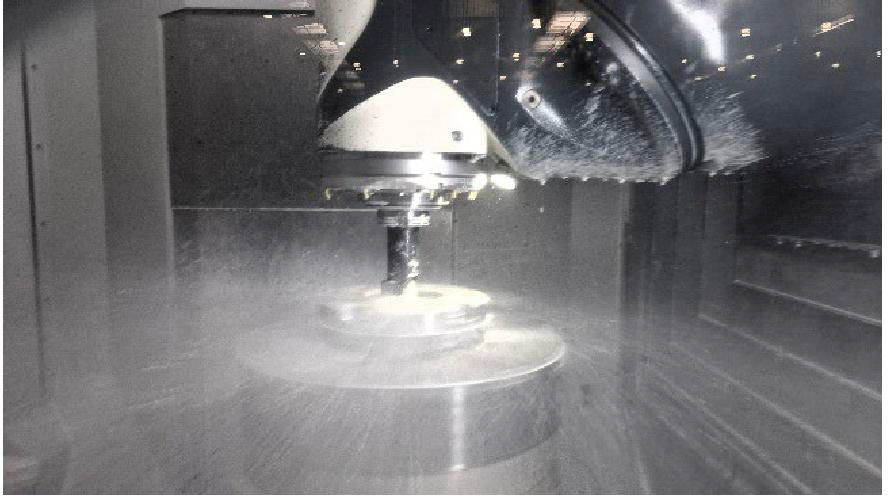
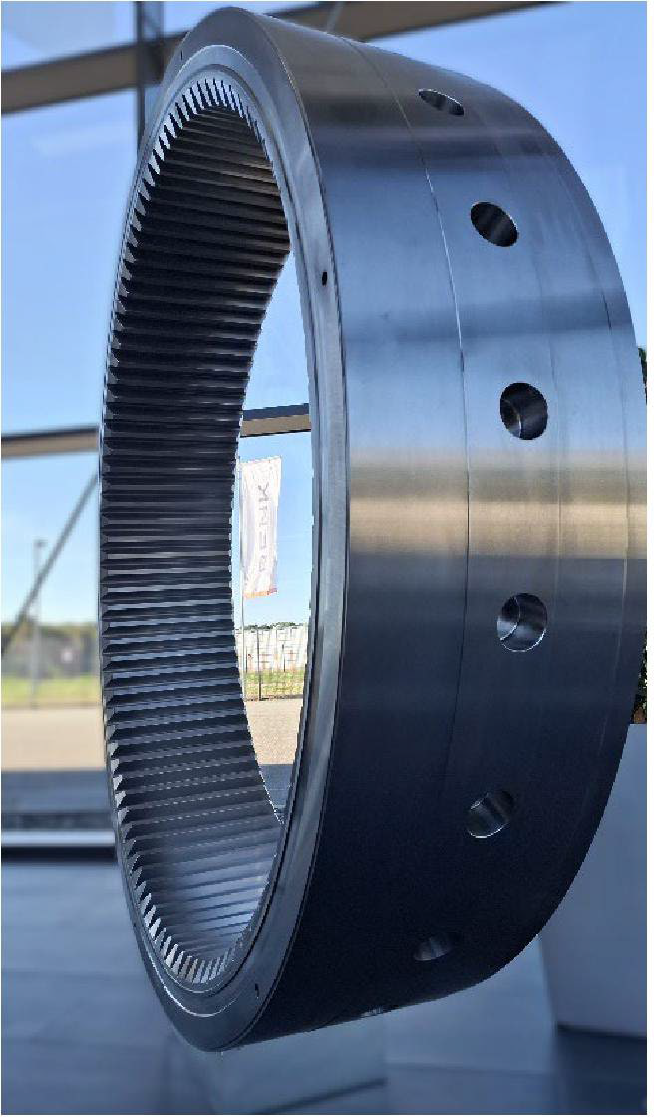
Neben klassischer Einzelteilfertigung ist RENK auch Kleinserienfertiger. „Für beides brauchten wir eine zukunftsorientierte Lösung“, sagt Jaeger. „Als erstes suchten wir ein Fertigungssystem, welches in beiden Fällen eine optimale Effizienz bietet. Anschließend schauten wir nach Spannmitteln, die uns bei unseren Produkten mit höchster Anforderung eine maximale Qualität bringen. Erstes Ausgangsziel war es, auf der Fertigungsmaschine unsere Bogenzahnkupplungsgehäuse in zwei Aufspannungen zu fertigen sowie die Bearbeitungsschritte – Drehen, Bohren, Reiben, Gewindeschneiden und Verzahnen – zu vereinen. Das haben wir geschafft! Wir sind heute in der Lage, in zwei Spannungen diese Bauteile zu fertigen. Dies wurde früher mindestens auf drei, teilweise sogar auf vier Maschinen durchgeführt. Das ist auch nur möglich mit den von Röhm hergestellten Futtern, welche uns die dafür notwendigen Genauigkeiten bieten.“
Nutzen und Unterstützung
„Gespannt werden die Bauteile außerhalb der Maschine. Infolgedessen gibt es keine Nebenzeiten für den Spannvorgang in der reinen Fertigungszeit“, betont Röhm Sales Engineer Thorsten Nolte. „Das Futter wird auf der Palette mittels Zapfen zentriert, über Nutensteine lageorientiert sowie mittels Schrauben und Nutensteine befestigt. Die Werkstücke werden ins Spannfutter geladen und in einem Regal bis zur Fertigung zwischengelagert.“
„Wichtig ist, dass die Mitarbeiter dieses System mit Überzeugung annehmen. Früher spannten unsere Werker die Bauteile mit den manuellen Futtern ‚nach Gefühl und Erfahrung‘. Anfangs herrschte Skepsis“, erinnert sich Jaeger, „aber nach dem Durchführen von Versuchen und der damit einhergehenden Festlegung von Spanndrücken bei entsprechenden Anwendungsfällen wird mittlerweile nur noch sehr ungern mit altherkömmlichen Futtern gearbeitet. Das Fertigungspersonal ist heute begeistert und möchte kein anderes System mehr einsetzen oder gar die neue Lösung missen.“
„Schulungen bei der Inbetriebnahme durch unsere Röhm Servicetechniker helfen den Anwendern, sich schnell mit den meist positiven Veränderungen zurechtzufinden“, weiß Nolte aus seiner langjährigen Erfahrung. „Zudem stehen wir natürlich stets beratend zur Seite, sollte es mal klemmen.“ Jaeger bestätigt: „Röhm war von Beginn an bis über das Ende hinaus dieses Projektes jederzeit für uns erreichbar und hat mit einem großartigen Support unterstützt.“
Typischer Fertigungsablauf
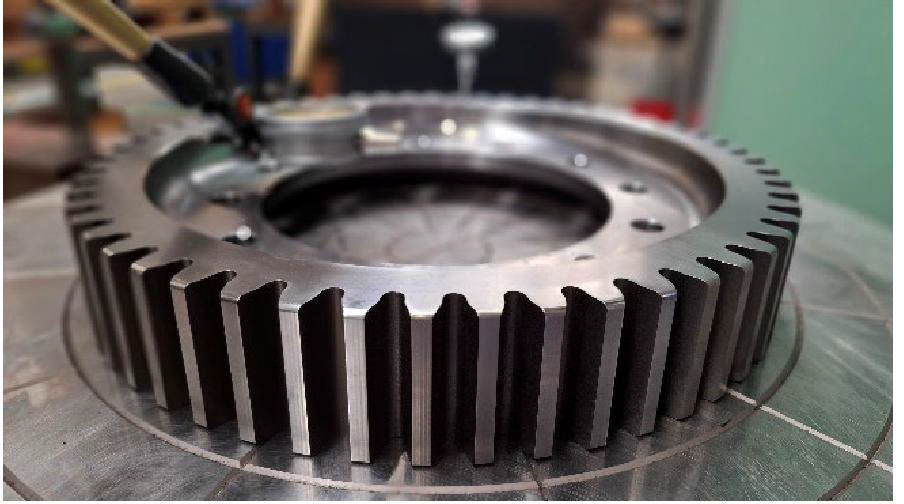
Der Mitarbeiter bekommt über das ERP-System gesteuert seine abzuarbeitenden Aufträge. Dem Auftrag sind Spannmittel, NC-Programm, Werkzeuge etc. zugeordnet. „Wie vorne beschrieben, können wir heute die Bauteile auf unseren Bearbeitungszentren drehen, bohren und – auch ganz wichtig – verzahnen. Damit sind wir in der Lage, ein Standard-Bogenzahngehäuse in unter einer Stunde vom Rohteil zum Fertigteil zu produzieren. Früher brauchten wir dafür mindestens drei Maschinen mit bis zu fünf Spannungen.“
Fazit
Zwischen Anfrage und Lieferung von sieben Sonderspannmitteln vergingen lediglich zehn Monate. Heute kommt RENK Rheine beim Standard-Bogenzahngehäuse in einer Stunde vom Rohteil zum Fertigteil. Früher waren dafür mehrere Maschinen notwendig und „es konnte sich gerne mal über mehrere Tage hinziehen“. Nun können die Nordrhein-Westfalen in kürzester Zeit die Aufträge ihrer Kunden bedienen.
„Unterm Strich hat es eine Menge Mut gebraucht, so ein Projekt anzugehen: von der Ersatzbeschaffung der Fertigungsmaschinen, mit der Einführung des Linearspeichers und neuen Spannmitteln“, finalisiert Carsten Jaeger. „Resümierend können wir festhalten, wurde der Mut belohnt. Mit den Spannmitteln von Röhm ist uns nicht nur im Kupplungssektor ein erheblicher Schritt für mehr Wettbewerbsfähigkeit gelungen. Mit den von Röhm gelieferten Spannmitteln sind wir des Weiteren in der Lage, unser stark wachsendes Geschäftsfeld der Kollegen in Augsburg zu unterstützen – hier sind die hohen Genauigkeiten der Röhm-Spannmittel ein Riesengewinn. Mit der Wachstumsstrategie unseres Unternehmens werden wir in naher Zukunft sicher weitere Projekte gemeinsam realisieren.“
Über die Röhm GmbH:
Die Röhm GmbH mit Hauptsitz in Sontheim an der Brenz (Baden-Württemberg) sowie den Produktionsstandorten in Dillingen (Bayern) und St. Georgen (Schwarzwald) ist spezialisiert auf die Entwicklung, Konstruktion und Herstellung von hochpräzisen robusten sowie langlebigen Spann- und Greifmitteln. Die Produkte sind „Made in Germany“. Die Spann- und Greifmittel von Röhm werden weltweit von nahezu allen renommierten Herstellern aus den Bereichen Automobilindustrie, Bahntechnik, Uhren, Medizintechnik, Energietechnik sowie in der Holzbearbeitung eingesetzt. Röhm fertigt ebenfalls Sonderspannmittel und Handling-Vorrichtungen zur Verwendung in Reinräumen nach Reinraumklasse ISO 7.
Röhm hat eigene Niederlassungen in England, Frankreich, Italien, Schweiz, Spanien, Polen, USA, China und Mexiko. Das im Jahr 1909 gegründete Unternehmen wurde weltweit schnell für seine Bohrfutter bekannt. Bis heute entwickelt und produziert Röhm am Standort Sontheim Bohrfutter, die weltweit von nahezu allen Herstellern auf ortsfesten sowie handgeführten Elektrowerkzeugen zum Schrauben und Bohren eingesetzt werden.
www.roehm.biz