
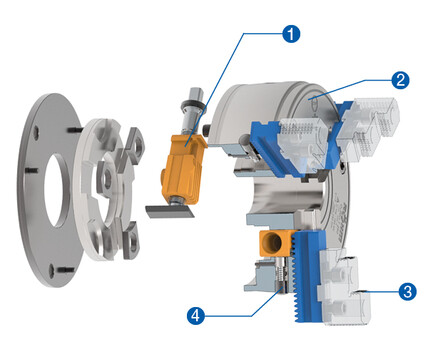
MODE DE FONCTIONNEMENT
Grâce à la broche filetée (1) disposée tangentiellement, la force est transmise par une clavette (2) munie d'un filetage intérieur. La clavette déplace la bague d'entraînement par l'intermédiaire d'un coulisseau (3). Deux autres coulisseaux dans l'anneau d'entraînement (4) transmettent les forces aux deux autres clavettes. Les clavettes, dotées d'un profil incliné, s'engagent dans les mors de base (5) et garantissent ainsi un serrage précis et centré. Les mors peuvent être rapidement et facilement retournés, remplacés ou déplacés sur toute la plage de serrage. Pour ce faire, les clavettes doivent être désengagées en tournant la clé vers la gauche, la tige indicatrice ressortant alors (6). Dans cette position, les mors sont protégés contre l'éjection en cas de démarrage inconsidéré de la broche de la machine. C'est pourquoi le coulisseau de blocage (7) de chaque mors doit être déverrouillé par le boulon de pression (8) correspondant sur le diamètre extérieur du mandrin. Des surfaces de transmission de force droites et importantes entre la denture de la clavette et celle du mors fournissent, avec une longue durée de vie, une force de serrage très élevée et une précision deux fois supérieure à celle prescrite par la norme DIN 6386. La force de serrage élevée est obtenue en tournant manuellement avec la clé, sans effort particulier.
LUBRIFICATION
Pour conserver la force de serrage, les mandrins doivent être lubrifiés régulièrement. Vous trouverez une indication à ce sujet dans le mode d'emploi qui accompagne chaque mandrin. Pour faciliter l'entretien, les mandrins DURO-T ont été équipés de trois graisseurs supplémentaires sur la face avant.
